

PE实色底漆系列
不饱和聚酯(PE类)系列底漆,专用于家具涂装的产品,其固体含量高,丰满度好。一次涂装即可获较厚涂层,施工效率高。具有干燥迅速、硬度高、打磨性好、表面细滑、附着力佳,不易流挂,渗陷少,耐温变性与耐化学品性好,易调易喷。适用实木及夹板贴纸家具,特别适用于刨花板、中纤板制成的家具。本品既能提高面漆硬度,又能减少面漆用量。具有高质、低耗、省时、低污染等优良的综合性能,是PU聚酯底漆所无法比拟的。
产品详情:
1.CDE2002-PE高硬度白底漆
2.CD0288-PE高硬度白底漆
3.CD6610-PE通用白底漆
4.CD6611-PE高遮盖白底漆
5.CD6612-PE高硬度白底漆
6.CD6615-PE高丰满白底漆
产品特性:
1.CDE2002:高固含、高填充、高硬度、不下陷,快干宜打磨,适用于实木、中纤板等家具涂装。
2.CD0288:硬度高、流平好、防塌陷、漆膜细腻,适用于中档木制实色家具及展柜的涂装。
3.CD6610:硬度高、流平好、防塌陷、漆膜细腻,适于中档木制实色家具及展柜的涂装。
4.CD6611:高遮盖力,硬度高、流平好、防塌陷、漆膜细腻,适用于中档木制实色家具及展柜的涂装。
5.CD6612:硬度高、流平好、防塌陷、漆膜细腻,适用于中档木制实色家具及展柜的涂装。
6.CD6615:硬度高、流平好、防塌陷,漆膜细腻,适用于中档木制实色家具及展柜的涂装。
包装规格:
25kg/桶、20kg/桶
使用方法:
1.若白坯表面太粗糙,须对其进行干磨预处理。
2.喷涂PE底漆前,须对白坯进行有效的封闭。使用本厂封闭底漆涂刷一次,干后轻轻打磨,能有效地清除木刺,提高底材硬度,加强底材与底漆之间的附着力。减少底漆用量,又不增加整套材料的总成本,可谓一举多得。
3.施工工艺:白坯→打磨→封闭底漆→打磨→喷涂PE底漆→打磨→喷涂PU或PE各式面漆。
4.PE底漆系列,由多组分构成:底漆、促进剂(兰水)、引发剂(白水)、稀释剂,分开包装出售,使用时按正确程序和重量比混合,过滤进行喷涂。
5.混合程序将所用底漆对等分成两份,一份加入引发剂(白水)、适量稀释剂,搅匀为A;一份加入促进剂
(兰水)、适量稀释剂,搅匀为B,备用。喷涂前各取等量A和B混合搅匀,过滤后,立即喷涂。

比以达正常。6.每次将A和B等量混合搅匀,以刚好一喷壶为宜,过滤后即喷涂于已用封闭底漆封闭好的底材上,一般喷涂两个“十字”即可。每喷涂一道(一个“十字”)之后,一般间隔5-10分钟,可喷涂下一道油漆。配比正确时,指触表干时间不大于40分钟(温度25℃)。出现大的误差时,应反复检查,调整配
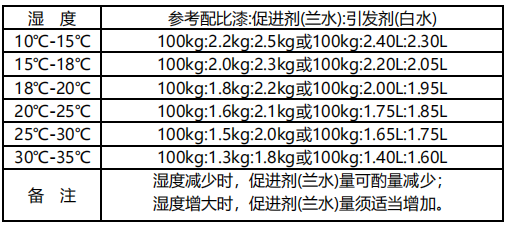
7.施工配比表(相对湿度75%)
注意事项:
1.不能使用虫胶漆作为PE系列底漆的封闭底漆,否则会影响底漆的附着力及耐热性。
2.该PE漆膜致密,表面无需刻意打磨得很滑,否则反而面漆附着力下降。打磨时,请勿磨穿底材边、角位的漆膜,如磨穿透底应补喷。
3.兰、白水及稀释剂的用量,要根据温、湿度及季节性要求进行调整。环境温度低,施工要求快,可 适当加大兰、白水用量,反之减量。当湿度高,而温度变化不大时,加大兰水用量效果明显。
4.控制兰、白水加入量,加入量太少,漆膜交联不足,硬化上来慢,打磨困难,综合性能不佳。而加入量过多,使漆膜交联过快,混合后的油漆使用期短,易堵塞喷枪,漆膜易脆、易开裂。
5.把握稀释剂的加入量,根据施工条件(白坯形状、温湿度、喷枪规格、立面喷还是平面喷)的不同,宜适当调节,以达理想的喷涂条件,如喷涂粘度、喷涂厚度、流平好又无流泪等。其加入量宁少勿多,否则易导致干燥及打磨困难。
6.连续施工时,应经常用稀释剂清洗喷枪、喷壶及管道,洗净旧漆,以免造成喷枪堵塞和喷出胶粒,然后重新调漆使用。施工完毕必须彻底清洗全套设备,以保证设备能长期正常使用,夏天使用更要认真执行。
7.三和公司郑重提醒:切实注意安全生产,使用PE系列油漆时,兰、白水不能直接混合,否则会产生强烈爆炸并起火,必须按规定程序先分别预混到油漆中。充分搅匀后,再混合到一起使用。
8.A、B漆料混合后(常温25℃时),应在18分钟内用完。
贮存与保质期:
置于阴凉、干燥通风处贮存;生产日期见标签,保质期三个月。
上一个:PE透明底漆系列
下一个:无任何记录








三和精化官方公众号
Copyright © 广东三和化工科技有限公司 All Rights Reserved.